Forteusi - Sistema de transporte pneumático, despoeiramento, industriais e controle ambiental.

Linha de Massa Seca - Longa
Linha de Massa Seca – Longa
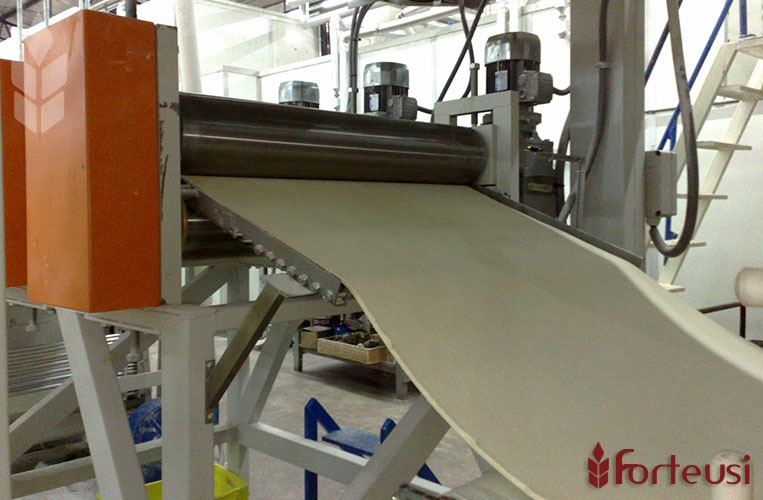
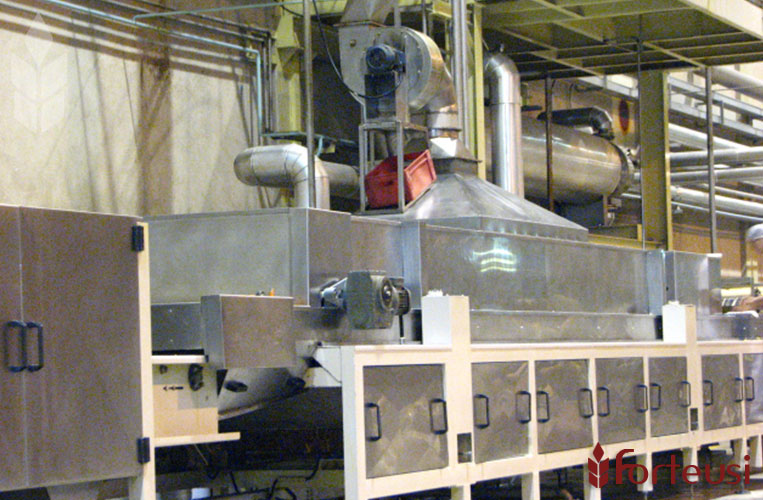
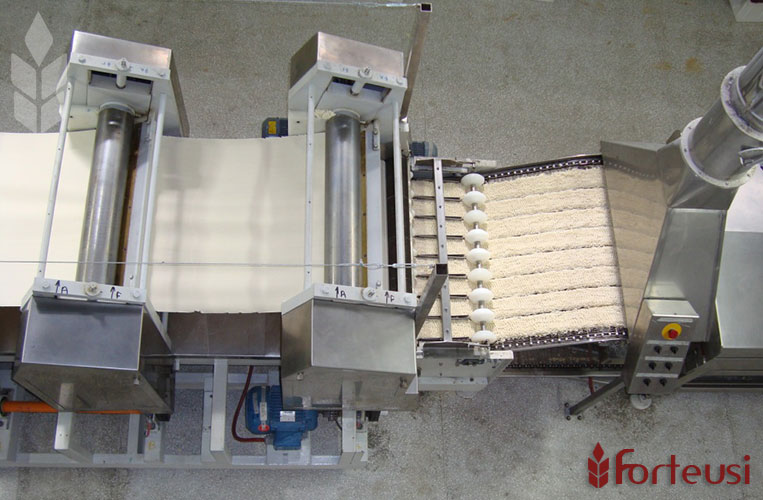
ESTENDEDORA AUTOMÁTICA
Para estender e aparar simultaneamente as cortinas de massa sobre varas de alumínio:
• Dispositivo separador de massa;
• Dois ventiladores centrífugos instalados nas extremidades superiores para ventilar e evitar deformações dos fios de massa;
• Facas superiores com movimentos de corte rotativo, comandado por um moto redutor independente e sistema de regulagem do tempo de corte;
• Facas inferiores em forma de pente, com movimento intermitente, para aparar e igualar as pontas dos fios de massa;
• Recolhedor de retalhos através de esteira principal e triturador de aparas.
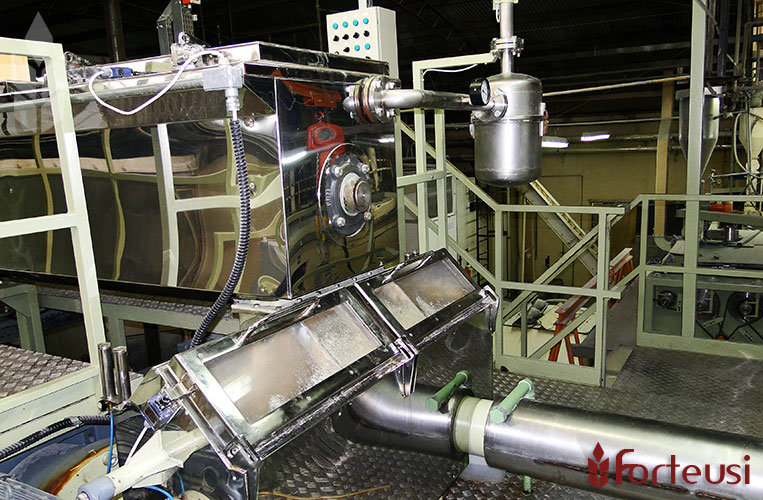
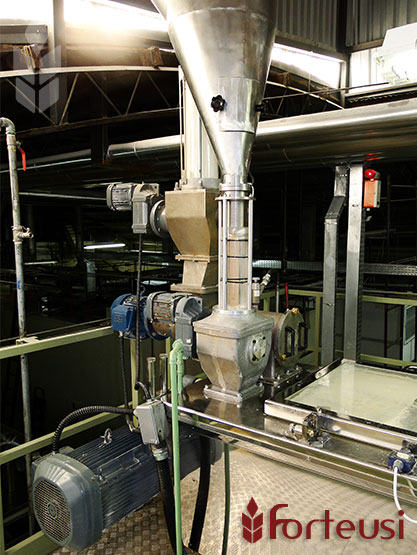
PRENSA AUTOMÁTICA
Para produção de massa longa em acoplamento com a estendedora automática, temos as seguintes características principais:
• Sistema de mistura através de “Vácuo Total” em todas as masseiras;
• Dosador volumétrico para farinha ou sêmola com pré-misturador centrífugo em aço inox, podendo ser aberto para limpeza e para completa manutenção;
• Amassadeira e distribuidora em aço inox são acionada por moto-redutores,
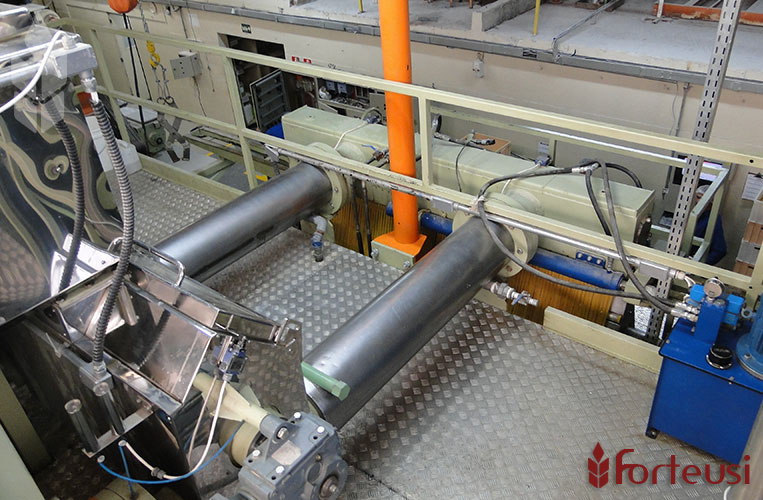
• Roscas em aço carbono com camada de cromo duro retificado;
• Cilindros em aço carbono com ranhuras e com câmara de água para resfriamento externo;
• Redutores SEW especiais Forteusi com rolamento de encosto axial acoplado;
• Cabeçote para trafila retangular, com troca automática das trafilas por pistões hidráulicos;
• Talha completa com motores e comandos elétricos (móveis) para uma segura e veloz elevação das trafilas no caso de substituição. “Um conjunto inteligente de processos de otimização”
Seguindo todas as normas da Vigilância Sanitária e NR12
PROCESSO
A fabricação do macarrão consiste no seguinte resultado: Uma massa com grande resistência ao cozimento, sem dispersão do amido na água não deixando o liquido gomoso.
Secagem
• Fase inicial do secador: O emprego da alta temperatura propicia rápida extração de umidade de massa e resulta no início da formação de um retículo proteico
• Fase final do secador: Seguido de alta temperatura e finalizando com baixa temperatura. A massa submetida à alta temperatura por um certo tempo, permite a coagulação parcial do glúten. Durante o processo do cozimento, o amido gelatinizado permanece envolvido pelo reticulo proteico, não dispersando na fase aquosa, porém a duração do tratamento térmico excessivo pode trazer uma coloração avermelhada na massa, consequência da reação de Maillard.
Vantagem do processo: Redução de espaço e de tempo da exposição da massa no secador, grande economia energética, excelente controle microbiológico durante a etapa de secagem e grande resistência ao cozimento (retículo proteico), com desaparecimento da gomosidade da água após um cozimento prolongado da massa.




















Linha de Massa Seca - Ninho
Linha de Massa Seca – Ninho
PRENSA AUTOMÁTICA
Para produção de massa ninho, temos as seguintes características principais:
• Sistema de mistura através de “Vácuo Total” em todas as masseiras;
• Dosador volumétrico para farinha ou sêmola com pré-misturador centrífugo em aço inox, podendo ser aberto para limpeza e para completa manutenção;
• Amassadeira e distribuidora em aço inox são acionada por moto-redutores,
• Roscas em aço carbono com camada de cromo duro retificado;
• Cilindros em aço carbono com ranhuras e com câmara de água para resfriamento externo;
• Redutores SEW especiais Forteusi com rolamento de encosto axial acoplado;
• Cabeçote para trafila retangular, com troca automática das trafilas por pistões hidráulicos;
• Talha completa com motores e comandos elétricos (móveis) para uma segura e veloz elevação das trafilas no caso de substituição.
Ninhadeira em aço carbono, com rolo cortador e soprador para ninho.
• Esteira para alimentação do trabato da massa cortada;
• Vibrador de repasse para alimentação dos contenedores;
• PRÉ-ENCARTAMENTO com contenedor de copos, com centrais de ventilação, sendo cada central constituída de dois radiadores, 6 ventiladores e 3 extrações de umidade;
• ELEVADOR para contenedor em aço inox, para alimentação do secador final;
• SECADOR , CONSTITUÍDO DE:
• Cabeceiras em aço inox, montadas em blocos com aquecimento. Todo sistema de movimento, lubrificação e segurança encontram-se sobre a estrutura das cabeceiras;
• 1º PISO de contenedor de copos, com centrais de ventilação, sendo cada central constituída de dois radiadores, seis ventiladores e três extrações de umidade;
• 2º PISO de tapete, constituído de três centrais de ventilação, com tapetes 100% poliéster para alta temperatura (150ºC);
• 3º PISO de tapete para estabilização, constituído de tapetes 100% poliéster para alta temperatura (150ºC).
PROCESSO
A fabricação do macarrão consiste no seguinte resultado:
Uma massa com grande resistência ao cozimento, sem dispersão do amido na água não deixando o liquido gomoso.
Secagem
• Fase inicial do secador: O emprego da alta temperatura propicia rápida extração de umidade de massa e resulta no início da formação de um retículo proteico.
• Fase final do secador: Seguido de alta temperatura e finalizando com baixa temperatura. A massa submetida à alta temperatura por um certo tempo, permite a coagulação parcial do glúten. Durante o processo do cozimento, o amido gelatinizado permanece envolvido pelo reticulo proteico, não dispersando na fase aquosa, porém a duração do tratamento térmico excessivo pode trazer uma coloração avermelhada na massa, consequência da reação de Maillard.
Vantagem do processo: Redução de espaço e de tempo da exposição da massa no secador, grande economia energética, excelente controle microbiológico durante a etapa de secagem e grande resistência ao cozimento (retículo proteico), com desaparecimento da gomosidade da água após um cozimento prolongado da massa.
PAINÉIS DE ISOLAMENTO
Para o isolamento térmico são utilizados painéis com revestimento interno e externo em chapa de aço inox, o isolamento térmico dá-se através de lã de rocha e poliuretano injetado. Estes painéis são fixos na estrutura metálica e dispõe de portas de inspeção com anticondensa e visores, para verificação da massa.
QUADRO ELÉTRICO DE COMANDO E AUTOMAÇÃO DA LINHA
• Totalmente construído de acordo com as normas ABNT;
• A estrutura do quadro elétrico é formada por alguns módulos, construídos em chapas de aço carbono, após jateadas e desengorduradas, recebem um primer anticorrosivo e são pintadas eletrostaticamente;
• As réguas de bornes para a conexão dos componentes são colocadas na parte inferior do painel. Para uma eventual entrada dos cabos pelo alto deve ser prevista uma modificação no layout interno do quadro;
• PLC de gerenciamento da Linha;
• Configuração técnica.
Partida da Linha com ativação da regularização e dos motores de ventilação para adequar as várias zonas de secagem, conforme a necessidade de cada produto.











Linha de Massa Seca - Instantâneo
Linha de Massa Seca – Instantâneo
PRENSA AUTOMÁTICA
Para produção de massa instantânea, temos as seguintes características principais:
• Dosador volumétrico para farinha ou sêmola com pré-misturador centrífugo em aço inox, podendo ser aberto para limpeza e para completa manutenção;
• Amassadeira dupla em aço inox são acionada por moto-redutores,
Plataforma em aço carbono pintado e com chapa piso em alumínio;
• Esteira para descanso da massa.
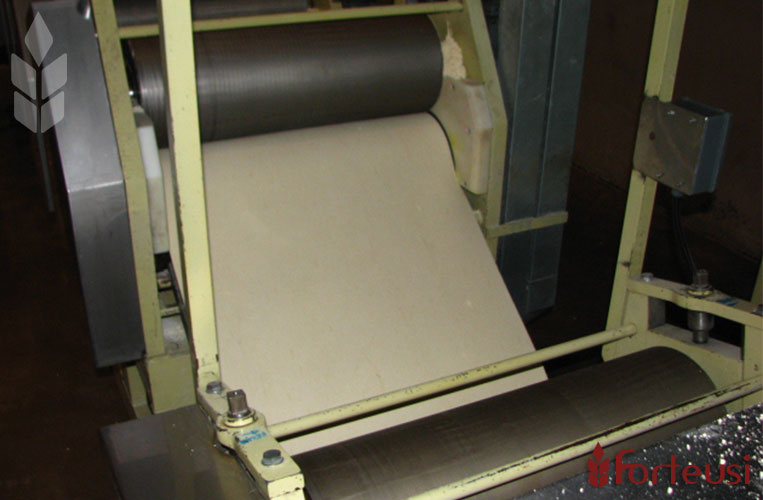
ESFOLHATRIZ
• Distribuidoras I e II em aço inox;
• Dois pares de rolos laminadores em aço carbono com Ø 300 mm, espessura da esfolha de 6,5 mm;
• Estrutura em aço carbono pintado;
• Rolo laminador em aço carbono cromado de Ø 300 mm, espessura da esfolha de 8 mm;
• Todos os rolos são acionados por moto-redutores independentes e controlados por inversores e PLC.
SISTEMA DE LAMINAÇÃO
• Rolo laminador I em aço carbono de Ø 300 mm;
• Rolo laminador II em aço carbono de Ø 240 mm;
• Rolo laminador III em aço carbono de Ø 180 mm;
• Rolo laminador IV em aço carbono de Ø 150 mm;
• Rolo laminador V em aço carbono de Ø 150 mm;
• Rolo laminador VI de 1,2 mm em aço carbono de Ø 150 mm;
• Rolo cortador em aço carbono de Ø100 mm;
TÚNEL PASTEURIZADOR
• Esteira dosadora em malha de aço inox trançado de 360 mm de comprimento;
• Túnel pasteurizador em aço inox, com esteira e correntes em aço inox, malha trançada, trabalha com temperatura de até 130ºC (água vaporizada).
• Tempo de cozimento 90 seg.
Seguindo todas normas da Vigilância Sanitária e NR12
CABECEIRA DE CORTE
• Estrutura em aço carbono pintado com faca rotativa e rolos de tração;
• Esteira e correntes em aço inox com malha trançada;
• Esteira de carga em aço carbono com pintura em alta resistência com esteira sanitária.
FRITADEIRA
• Estrutura interna em aço carbono
• Estrutura externa em aço carbono pintado;
• Esteira de transporte com canecas e correntes em aço inox;
• Temperatura de trabalho 140ºC;
• Tempo de fritura de 60 segundos.
REFRIGERADOR
• Estrutura em aço carbono;
• Ventiladores Helicoidais com estrutura em aço carbono;
• Tempo de resfriamento de 120 segundos.
ESTEIRA DE DESCARGA
• Estrutura em aço carbono pintado;
• Esteira sanitária.
QUADRO ELÉTRICO DE COMANDO E AUTOMAÇÃO DA LINHA
• Totalmente construído de acordo com as normas ABNT;
• A estrutura do quadro elétrico é formada por módulos, construídos em chapas de aço carbono, após jateadas e desengorduradas, recebem um primer anticorrosivo e são pintadas eletrostaticamente;
• As réguas de bornes para a conexão dos componentes são colocadas na parte inferior do painel. Para uma eventual entrada dos cabos pelo alto deve ser prevista uma modificação no layout interno do quadro;
• PLC de gerenciamento da linha;
• Configuração técnica.









Linha de Massa Seca - Curta
Linha de Massa Seca – Curta
COMPOSIÇÃO DA LINHA
PRENSA AUTOMÁTICA
Para produção de massa CURTA com as seguintes características principais:
• Sistema de mistura através de “Vácuo Total” em todas as masseiras;
• Dosador volumétrico para farinha ou sêmola com pré-misturador centrífugo em aço inox, podendo ser aberto para limpeza e para completa manutenção;
• Amassadeira em aço inox são acionada por moto-redutores,
• Roscas em aço carbono com camada de cromo duro retificado;
• Cilindros em aço carbono com ranhuras e com câmara de água para resfriamento externo;
• Redutores SEW especiais Forteusi com rolamento de encosto axial acoplado.
• Cabeçote para trafila circulares, com troca automática das trafilas por pistões hidráulicos
• Talha completa com motores e comandos elétricos (móveis) para uma segura e veloz elevação das trafilas no caso de substituição.
• 02 Sistemas de corte automático para cabeçote com uma, duas ou três facas rotativas, com variações de velocidade para realização perfeita de corte em todos os tipos de massa.
“Talha com bandeja 600 Kg, completa, com motores e comandos elétricos móveis para segura e veloz elevação das trafilas no caso de substituições”
TRABATO
Pré-secador com planos vibratórios para alta temperatura, constituído por:
• Estrutura em aço inox;
• Peneiras em tela de aço inox;
• Radiadores de água quente;
• Ventiladores para secagem.
Seguindo todas as normas da Vigilância Sanitária e NR12
ELEVADOR VERTICAL em formato de anel para receber a massa cortada do trabato e descarregá-la no distribuidor, com plano vibratório para pré-secagem.
PROCESSO
A fabricação do macarrão consiste no seguinte resultado: Uma massa com grande resistência ao cozimento, sem dispersão do amido na água não deixando o liquido gomoso.
Secagem
• Fase inicial do secador: O emprego da alta temperatura propicia rápida extração de umidade de massa e resulta no início da formação de um retículo proteico.
• Fase final do secador: Seguido de alta temperatura e finalizando com baixa temperatura. A massa submetida à alta temperatura por um certo tempo, permite a coagulação parcial do glúten. Durante o processo do cozimento, o amido gelatinizado permanece envolvido pelo reticulo proteico, não dispersando na fase aquosa, porém a duração do tratamento térmico excessivo pode trazer uma coloração avermelhada na massa, consequência da reação de Maillard.
Vantagem do processo: Redução de espaço e de tempo da exposição da massa no secador, grande economia energética, excelente controle microbiológico durante a etapa de secagem e grande resistência ao cozimento (retículo proteico), com desaparecimento da gomosidade da água após um cozimento prolongado da massa.
• Tapetes 100% poliéster para alta temperatura (150°C).
PAINÉIS DE ISOLAMENTO
Para o isolamento térmico são utilizados painéis com revestimento interno e externo em chapa de aço inox, o isolamento térmico dá-se através de lã de rocha e poliuretano injetado. Estes painéis são fixos na estrutura metálica e dispõe de portas de inspeção com anticondensa e visores, para verificação da massa. Esteira para descarga da massa do secador e para carregar o trabato de resfriamento.
SISTEMA DE SILAGEM
Sistema de silagem construído com perfis de aço carbono e pintura epóxi de alta resistência.







Linha de Massa Seca - Caseiro